






Amulite Automatic AAC Block Production Line






Kort beskrivning:
Produktdetalj
Produkttaggar

Vad är AAC-block?
Konceptet med AAC-block: AAC-block är baserat på kiselhaltiga material (sand, flygaska, kiselhaltiga material etc.), och kalkhaltiga material (kalk, cement) som huvudråmaterial, blandat med luftindragande medel (aluminiumpulver) ,Efter processen Råvaror Dosering, Blandning av slurry, Hällning, Förhärdning, Skärning, Autoklav , Härdningsprocess och paket för att producera AAC-block färdiga produkter; Det kallas luftbetong eftersom det innehåller ett stort antal enhetliga och små porer efter Den är luftad.
 Vad är processen för att producera AAC-blockprodukter?
Vad är processen för att producera AAC-blockprodukter?
1): Alla råvaror mätning och blandad flytgödsel;
2) :Slurry kommer in i hällsystemet, efter blandning och hälls sedan i formlåda;
3): Inuti formlåda (panelförstärkning), efter en viss temperatur och förhärdningstid;
4) :Efter att den våta panelen har uppnått en viss hårdhet, kommer formlådan och panelerna att hissas upp till skärmaskinen av omsättningskranen, och omsättningskranen fullföljer följande funktion:
5) : A: Är att vända formlådan 90 grader i luften, (en sida av formlådan blir stödvagnsplattan för den våta panelkroppen tills autoklavprocessen är klar),
6) :B: Ska lyftas till vagnen eller skärstödsramen för att helt öppna formen; C: Den avtagna formramen och returautoklavens sidoplatta är omkombinerade för att bilda en formlåda efter rengöring, spraya olja och åter- Hälla ;
7) :Och den våta panelkroppen skärs i sex steg på skärmaskinen: 1:Skär först båda sidorna av panelkroppen vertikalt;2:skär sedan i längdled och horisontellt;
8) : Skär slutligen horisontellt horisontellt eller knivskärning;
9) :Den skurna panelkroppen lyfts från halvfabrikatets kran tillsammans med bottenplattan till autoklavvagnen;
10) :Sedan grupperad i autoklaven för högtemperatur- och högtryckshärdning;
11) :Efter härdning av väl autoklav, kommer vagnen att tas ut och lämna autoklaven;
12) :De färdiga produkterna staplas eller lastas på lastbilen av den färdiga produktens värdkran, välförpackade;
13): Den autoklavhärdande sidoplattan returneras ;
Om de viktigaste råvarorna Introduktion
Produktionen av AAC-block är rik på råvaror, speciellt användningen av flygaska som råmaterial som inte bara heltäckande kan använda industriavfallsrester, behandla miljöföroreningar, och inte skada jordbruksmark, men också skapa goda sociala och ekonomiska fördelar, det Är ett bra substitut för traditionella tegelstenar av massiv lera. Goda lovande väggprodukter har mottagits starkt av regeringen, fastighetsbolaget, byggteamet, och regeringen har gjort skattepolitik, stöd till miljöskyddspolitiken, vi kan förutse breda marknadsutvecklingsutsikter;
1. Flygaska/kvartssand
Flygaska/kvartssand är huvudråvarorna i AAC-blockprodukten och är huvudkällan till kisel- och aluminiumkomponenterna i luftbetong;
2. Cement
Cement är den huvudsakliga källan till AAC-blockets styrka, den tillhandahåller de viktigaste kalkhaltiga materialen för AAC-blocket, cement som lämpar sig för produktion av AAC-block bör väljas främst när det gäller typ och kvalitet av cement; Vid produktion, 52,5 klass ordinärt Portland Cement bör väljas först. I allmänhet, för att minska produktionskostnaden, kan 42,5 klass vanlig portlandcement också användas;
3. Lime
Kalk är också ett av de viktigaste råvarorna för produktion av AAC-block. Dess huvudsakliga funktion är att samarbeta med cement för att tillhandahålla effektiv kalciumoxid, så att den kan interagera med SIO2 och Al203 i kiselhaltiga material under hydrotermiska förhållanden för att producera kiselhydratkalcium Syra. Därför är kalk en av de viktigaste källorna till AAC-block. Den effektiva kalciumoxidhalten i kalk som används för att producera AAC-block bör vara högre än 65 %, helst högre än 80 %.
4. Gips
Gips är en regulator av luftutvecklingsprocessen i AAC-blockproduktion. Den reglerande effekten av gips återspeglas huvudsakligen i fördröjningen av brytning av bränd kalk och slurryförtjockningshastighet. Den huvudsakliga kemiska komponenten i gips är CASO4; Det finns tre typer av gips på Marknad; rågips, anhydrit och gips från Paris. Dessutom produceras gipsavfall i den kemiska tillverkningsprocessen. Såsom fosfogips från produktion av fosfatgödselmedel, fluorgips från produktion av fluorkemikalier och gips från produktion av titan Dioxid. Dessa gips är låga i kostnader och kan ersätta naturliga gips och minska produktionskostnaderna;
5. Luftgenererande agent
AAC-blocket måste ha ett luftgenererande medel för att skapa porer i blocket för att bilda en lätt porös struktur;
6. Skumstabilisator
Efter att luftgenereringsmedlet gasar, på grund av den tunna formväggen, är det lätt att bryta och förstöra skummet under inblandning av olika förhållanden, vilket påverkar betongens kvalitet. Därför är det nödvändigt att lägga till en skumstabilisator till Uppslamning.
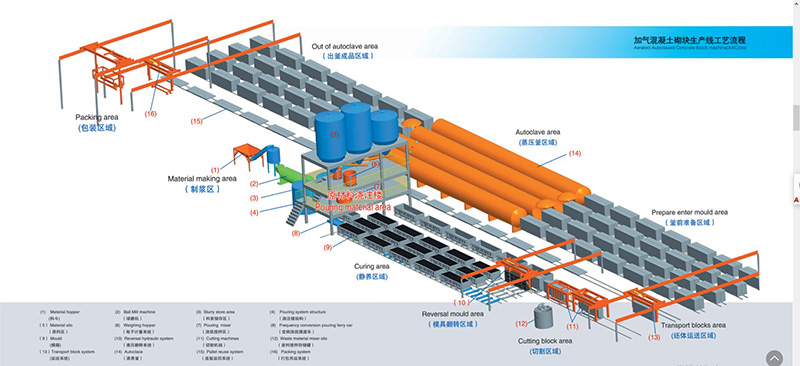
Produktionsprocess
1): Lagring och leverans av råmaterial för AAC-block
Råvaror transporteras in i fabriken med bilar, och fluga (sand, stenpulver) koncentreras på råvarugården, och när den används transporteras den in i tratten. cement eller bulk cement förvaras i cementlagret. Vid användning laddas den och transporteras in i behållaren. Kemikalier, aluminiumpulver etc. placeras i kemikalieförrådet och aluminiumpulverförrådet, och transporteras till produktionsverkstaden när det används.
2) ![]() bearbetning av råmaterial för AAC-block
bearbetning av råmaterial för AAC-block
Flygaska (eller sand, stenpulver) skickas till kulkvarnen genom elektromagnetisk vibrerande matare och bandtransportör, och marken flygaska (eller sand, stenpulver) skickas till slurrytanken för förvaring av flygaskapumpen.
Kalken skickas till käftkrossen av den elektromagnetiska vibrerande mataren och bandtransportören för krossning. Den krossade kalken transporteras till kalklagringstanken med hinkhissen och skickas sedan till kulkvarnen med skruvtransportören. Skruvtransportören och Hinkhiss matas in i pulverdoseringstanken. Efter att kemikalierna har mätts manuellt i en viss proportion, tillverkas en lösning av en viss koncentration och skickas till lagringstanken för lagring.
Aluminiumpulvret transporteras från aluminiumpulverlagret till produktionsverkstaden och lyfts till andra våningen i doseringsbyggnaden med en elektrisk hiss. Häll i blandaren för att tillsätta vatten kvantitativt och rör om det till en aluminiumpulverupphängning.
3): Blandning av slurry och hällning av AAC-block;
Kalk och cement skickas sekventiellt till den automatiska vågen av skruvtransportören under pulverdoseringstanken för kumulativ mätning. Det finns en skruvtransportör under vågen för att jämnt lägga till materialen i hällblandaren.
Flygaska (eller sand, stenpulver) och avfallsslam läggs i mätcylindern för mätning. Efter att olika material har mätts är formen på plats och slurryn kan röras om. slurryn bör uppfylla processkraven (cirka 45 ℃) Före hällning. Om temperaturen inte är tillräcklig kan autoklavuppvärmning utföras i uppslamningstanken, och aluminiumpulversuspensionen kan tillsättas 0,5-1 minut innan materialen hälls;
4) :AAC-blockförhärdning och skärning
Efter hällning skjuts formlådan in i det initiala härdningsrummet av en transportörkedja för förgasning och initial inställning. Rumstemperaturen är 50~70 ℃, och den initiala härdningstiden är 1,5-2 timmar (enligt de gynnsamma geografiska förhållandena, detta Processen kan elimineras). Använd en undertryckslyft för att lyfta formramen och den våta blockkroppen på skärbordet där bottenplattan på autoklavvagnen är placerad i förväg.Ta av formramen.Skärmaskinen tvärsnittar ,Skär i längdriktningen och fräser det våta blocket.Formramen hissas tillbaka till formbilen för rengöring och avfettning, och lyfts sedan till formbilen för nästa gjutning. Den skurna blockkroppen och autoklavens bottenplatta hissas upp på autoklavvagnen med en kran och placeras på Två våningar. Det finns fyra stöd mellan golven, och flera autoklavvagnar är grupperade tillsammans.
Avfallsmaterialen vid kanterna och hörnen av den våta blockkroppen som produceras under skärning skickas till avfallsslamomröraren bredvid skärmaskinen med en skruvtransportör, och vatten tillsätts för att göra en avfallsslam för användning vid dosering.
5) :Autoklaverat AAC-block och färdig produkt.
Efter att kroppen har monterats på parkeringslinjen framför autoklaven, öppna autoklavdörren som ska ut ur autoklaven, dra först ut den färdiga autoklavvagnen i autoklaven med en hiss och dra sedan autoklavvagnen som ska autoklaveras In i autoklaven med en hiss Autoklaven underhålls. De färdiga produkterna på autoklavvagnen hissas till färdigproduktlagret av en brokran, och transporteras sedan till gården för färdiga produkter med en gaffeltruck. Den tomma autoklavvagnen och botten Plåten på den körande autoklaven hissas tillbaka till vagnens returlinje, och staplaren dras tillbaka av en lyft efter rengöring. Gå till nästa cykel.
Produktionsutrustningsmässa
1): Materialslipning och tillverkning av slamsektion
| Den traditionella processen för slamdensitetskontroll är inte strikt . Densiteten av protoplasman sker ofta genom artificiell mätning . Felet är större . Densiteten hos cirkulerande plasma används Basic för att kontrollera baserat på erfarenhet . Så vid tillverkning av högkvalitativa lågvolymprodukter .Kvalificerad hastighet och produktkvalitet är inte idealisk. Densiteten av amulit med den senaste pipelinemätmetoden har följande fördelar1. Uppslamningen cirkuleras mellan tanken och densimetern, uppslamningens densitetsdata mäts med densitetsrörledningen i äkta kalk och återkoppling till det centrala kontrollrummet. För att justera vattenförhållandet för massan av kulkvarnen och fyllningen Av slurrytanken. Syftet med kontinuerlig korrigering av realtidsdensitet uppnås:2. Densitetsröret ska mäta koncentrationen av all slurry. Mät noggrannheten utan fel. Och spola sedan hela röret efter växlingen för att säkerställa noggrannheten i nästa mätning. |  | |||
 | ||||
| Maskin för tillverkning av flygaska | Slamlagringsblandare | Materialskala | Hällsystem | |
| 2): Omsättning och skärsektion | ||||
 Huvuddragen hos Amulite skärmaskin1): Enkel strukturerad, bekväm att installera och underhålla;2) :Fast till marken, Drivs av planetväxelreducerare, medan den gör vertikal skärning, skärmaskinen gör excentrisk och svängande skärning vilket ökar skäreffektiviteten. Gör det bekvämare att ändra skärstorlek. Huvuddragen hos Amulite skärmaskin1): Enkel strukturerad, bekväm att installera och underhålla;2) :Fast till marken, Drivs av planetväxelreducerare, medan den gör vertikal skärning, skärmaskinen gör excentrisk och svängande skärning vilket ökar skäreffektiviteten. Gör det bekvämare att ändra skärstorlek. 3) :Absorberar tysk teknik, tillagd vakuumsug, den här skärmaskinen kan enkelt bli av med avfallsmaterial ovan utan att förstöra någon del av färdiga block och garanterar produkternas godkända betyg; 4) :Med 6-sidig skärning av hela blocket, höjs produktgenomgångsfrekvensen eftersom kvaliteten på färdiga produkter inte kommer att påverkas av bytet av formar längre. 5) :Hög strävhet på ytan på färdiga block är gynnsam för byggnadsdrift och konstruktion. 6) :Antar positioneringsnumerisk styrteknik, den här maskinen minskar skakningar i processen att vända, flytta, skära och transportera. Dessutom kan den uppgraderas till PLC-kontrollsystem på kundens begäran för att öka produktgenomsläppligheten. | ||||
 | ||||
| Hydraulisk frekvensomvandlingskran | Horisontell skärmaskin | |||
| 1) :Hydraulisk frekvensomvandlingskran vänder formlådan med block i 90 graders omsättning, sätt den på frekvensomvandlingsblockets släpvagn och bearbetar urformningen;2) :Frekvensomvandlar blockdragvagn drar blocket till skärmaskin som ska kapas. Omsättningskranen omorganiserar, rengör och polerar formlåda och pallar för att förbereda dem för återanvändning. | Omsättningskran vänder formen 90 grader, ta bort och sätter hela blocket och bottenplattan på blockdragvagnen. Blocksläpvagnen tar hela blocket i skärmaskin, och avslutar horisontell skärning, skalar hela blocket på två sidor, och separerar Bortkastade material. | |||
   | ||||
| 3): Omsättningskran för att ta bort bottenavfallsmaterialet | ||||||||||
 | Den här enheten är egenutvecklad av Amulite Group för att hjälpa våra kunder att helt lösa problemet med bottenmaterialavfall.Denna enhet inkluderar omsättningsplattform och kran, den kan ta bort över- och bottenavfallsmaterial. Denna kran kan också användas som halvproduktstransportkran. | |||||||||
| Transportkran före autoklav | Basplatta | Autoklavvagn | ||||||||
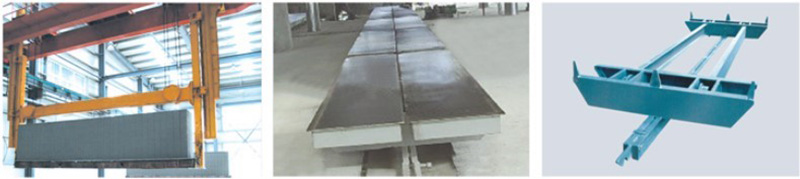 | ||||||||||
| Efter kapning, transportkran bär block till autoklavvagn för att gå in i autoklav. Denna enhet har enkel struktur, stabil drift, bra kvalitet och lätt att underhålla. | Basplattan designad av Amulite Group kan också vara sidoplatta, du behöver inte byta tills den kommer ut ur autoklaven. Den är gjord av manganstål och deformeras aldrig under hög temperatur och tryck. | Den är sammansatt av profilstål av god kvalitet och har enkel struktur. Fastnar och distorsion kommer inte att ske i högtemperatur- och högtrycksautokalvhärdningsmiljön i autocalve.Kranen satte det våta blocket på autokalvhärdningsvagnen och in i autoklaven för att autoklavas Konserveras tills du tar bort de färdiga blocken; | ||||||||
| 4): Utrustning för hantering av färdiga produkter | ||||||||||
 | Vanligtvis kommer de autoklaverade blocken och plattorna att ha vidhäftningar ibland. Separeringsmaskinen ska slutföra separera vidhäftningens block utan att skada blocken, som integrerar funktionen hos den traditionella separeringsmaskinen och den färdiga produktbäraren. Varje separerande hand kontrolleras oberoende, Löste problemet med att separera blocken och panelerna på samma form; Utrustningen realiserar en effektiv och skonsam bearbetning, sänker den totala kostnaden och säkerställer kvalitetsnivån på samma gång. | |||||||||
| Förmedla och paketera linje | ||||||||||
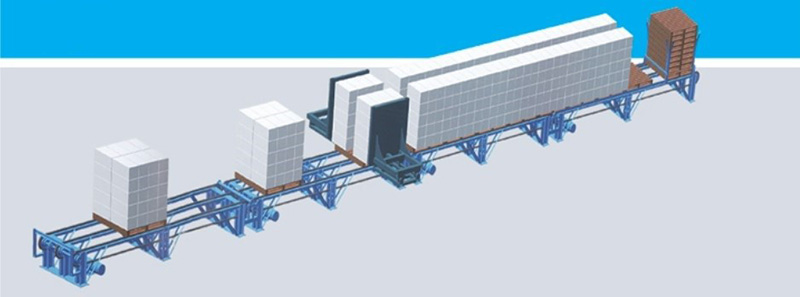 | ||||||||||
| Denna systemlinje inkluderar transport- och packningslinje för träpallar som huvudsakligen är utformad för de färdiga AAC-blocken. Hela formprodukterna kommer att flyttas till träpallen på en gång med hjälp av klämanordning för färdiga produkter för vidare transportfördelning och packning på Denna linje. Denna maskin har sådana egenskaper som automatisk distribution genom datorstyrning, exakt positionering under transport och automatisk separering av lastad träpall i vilket fall den är bekväm för packning och frakt. | ||||||||||
| 5): Fler maskiner visar | ||||||||||
 Färdiga produkter Clamp Färdiga produkter Clamp |  Roterande klämma Roterande klämma | |||||||||
 | ||||||||||
| Specialkran för paneler | Pluggmaskin | Öppna spelautomaten | ||||||||
 | ||||||||||
| Kulkvarn | Käkkross | Autoklav | Panna | |||||||
 | ||||||||||