






Produktionslinje för kalciumsilikatskiva/fibercementskivor




Kort beskrivning:
Med fibercementskivor som har stor användning inom bygg- och inredningsindustrin,
Produktdetalj
Produkttaggar
Med produkter för fibercementskivor Bred användning inom bygg- och dekorationsindustrin, produktionslinjeteknik för fibercementskivor och automatisk nivå. Fortsätt alltid att uppgradera hela tiden. Med kontinuerliga ansträngningar från Amulite-ingenjörsteamet håller vi alltid tekniska innovationer och gör våra fibercementskivors maskiner bevarade. Högre nivå på världsmarknaden för cementskivor; nu har vi regelbunden tillverkning och leverans av fibercementskivor/kalciumsilikatskivor produktionslinje med en kapacitet på 3 miljoner kvm per år.4 miljoner kvm per år.6 miljoner kvm per år, 8 miljoner kvm per år, 10 miljoner kvm per år regelbundet; Standardkortstorlek 2440X1220X(4-25)MM och 3000X1220X(4-25)MM, även vi kan anpassa tillverkningen enligt kundutrustning ' Krav, alla anpassade specifikationer kan realiseras;

Typer och funktioner
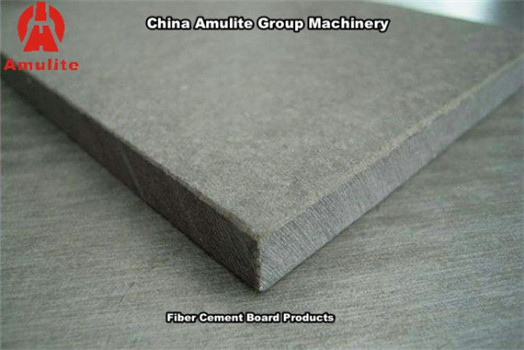
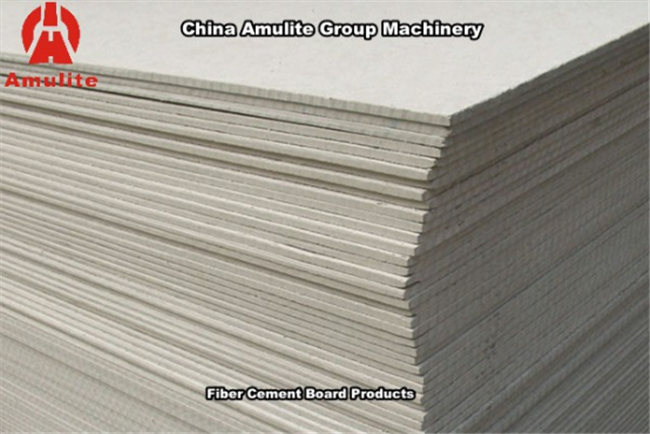
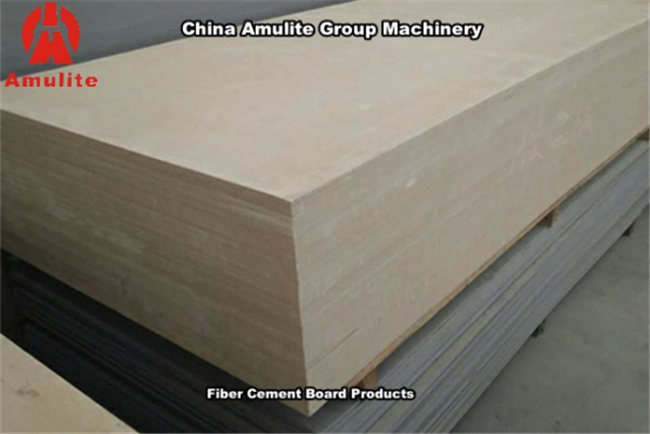
Fiberförstärkt kalciumsilikatskiva/fibercementskiva Kallas också som CSB/FCB-skiva. Som ny typ och miljöskyddsbyggnadsmaterial, som har fördelen av lätt vikt.Hög styrka, brandsäker, bra värmeisoleringsprestanda.Brett användning och lång livslängd Etc. Nu används kalciumsilikatskivor/fibercementskivor i stor utsträckning i byggnadstak och skiljeväggar. Högbyggnadens yttre isolering, offentliga byggnaders brandsäkra paneler, takplattor, luftkanaler. Skiljeväggar för fartyg och brandvägar inuti byggnader Etc;
Produktionsteknik
Kalciumsilikatskiva/fibercementskiva Ta oorganiska fibrer eller cellulosafiber som fiberförstärkta material.Ta kalcium- och silikatmaterial som huvudsakliga cementeringsmaterial.Med produktionsprocess Uppslamning, brädformning.Brongstaplare, förhärdning, avformning av mall, autolavhärdning till Producera ut, för vissa högre standardkrav på bräder. Kan lägga till brädpress, brädtorkning, brädslipning och kantklippningsprocessen, och måla på ansiktet för att förbättra brädstandarden och användningen, kan sedan öka mer om brädets mervärde och förstora kartongförsäljningsmarknaden ;För formning av brädprocesser av kalciumsilikatskiva/fibercementskivor Produktionslinje tar normalt flödande slurryformningstyp, Hatchekformningstyp och extruderingstyp.
Huvudråvaror
Förstärkt fiber (Kraft pappersmassa, Wollastonit, Glasfiber. Glimmer Etc), Silikatmaterial (kvartssand, flygaska, kiselalger Etc}, Kalciummaterial (Kalkpulver, Cement), Tillsatser Etc.
Produkter Standard.
Kalciumsilikatskiva industristandard JCIT564-2008Fibercementskiva industristandard JCIT 412.1-2006
Produktionsprocessintroduktion
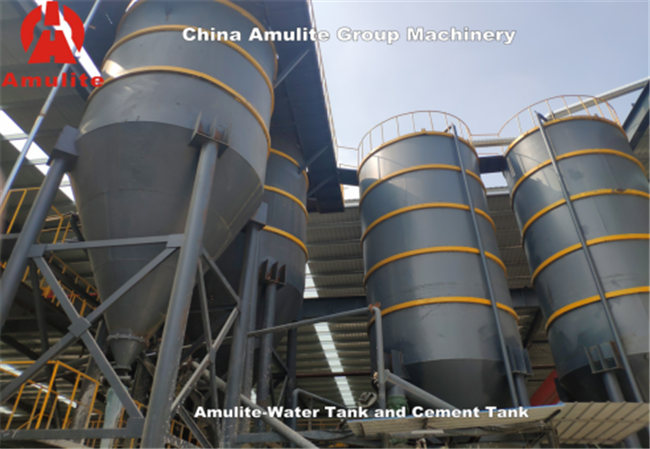
1. Vattentank och cementtankprocess
Det finns en rent vattentank och en grumlig vattentank; Båda vattentankkroppen är svetsade av kolstål, den leriga vattentanken används för att samla tillbaka återvinningsvattnet från arkproduktionsprocessen, lerigt vatten ta för att blandas i slurryprocess, för rent Vattentank används normalt för att ta rent vatten för att rengöra filt och nätbur.
2. Pappersmassaprocess
Pappersmassaprocessen inkluderar pappersförstörare, raffinör och lagringstank för pappersmassa
Pappersförstörare används för att riva Kraft-papper
Raffinator används för att mala pappersmassan för att slammas och pumpa dem till pappersmassalagringstanken.
Förvaringstank för pappersmassa används för att lagra pappersmassan.

3. Flow-On Slurry Vakuum Water Dehydration Process
Kan välja Flow-On Slurry Forming Sheets System eller Hatschek Typer Forming Sheets System To Form Sheets, vi kan anpassa efter kundernas krav.
Väl blandad slurry flödar in i flytande slurrybox, sedan från slurryboxen transporteras till löpande filt för att bilda slurrylager, med vakuumuttorkning och bröstvalspress för att forma arklager, efter lager rullande rundformningsplåt Trumrulle, sedan med automatisk skärning till Forma platta våta lakan.
Luft-vattenseparator: Den används för att separera ångvattenblandningen som extraheras från vakuumlådan, strömma in i uppsamlingsbrunnen och luften pumpas tillbaka till vakuumpumpen.

4. Flow-On slurry arkformningsprocessen
Efter att ha format rullformningsark, sedan med automatisk laserpositionering och skärning, går hela PC med våta ark in i transportprocessen.

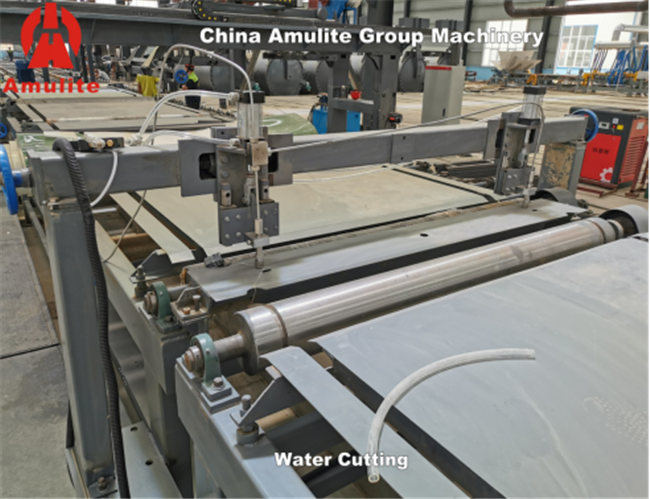
5. Högtrycksvattenskärningssystem
Detta högtrycksvattenskärsystem är vår egen patentutrustning, med importerad högtrycksvattenpump för att göra högtrycksvatten för att göra snygg skärning av våta ark på transportör.

6. Formning av våt plåt och transport av våt plåt
Denna process används för att transportera den kapade brunnen våt plåt från formningsvalsen. Transportera de våta plåtarna för att placera och göra automatisk kantskärning.

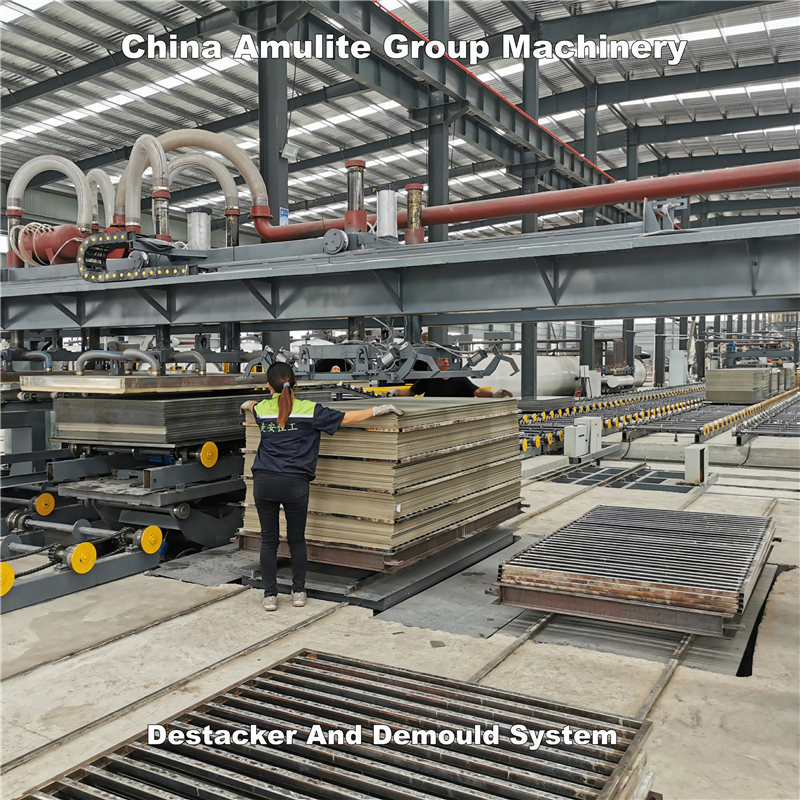
7. Automatisk staplare
Två ark kan staplas på en gång.Sugkoppen suger upp de våta arken från den mottagande transportörmaskinen och mallen på vagnen i en annan arbetsposition, och staplar dem sedan på vagnen i mittenläge (med vakuumsug från högtrycksfläkten).Den exakta rörelsen av sugkoppen realiseras av växeln på svängarmen som trycks av den hydrauliska tryckstången.
PLC-styrning, automatisk drift.
Funktion: den automatiska staplaren används för att sortera och stapla kvalitet och sämre produkter av fibercementskiva/kalciumsilikatskiva.
Produkterna staplas välordnat och mycket automatiserade, vilket effektivt kommer att förbättra produktionseffektiviteten.

8 .Tryck på Maskin
Pressmaskin används för att öka densiteten och styrkan hos produkter,
Standardtryck:7000ton, Pressbordsstorlek: 1350 * 2700/3200mm, Avstånd: 1200mm, Arbetsslag: 400mm, Tryckhastighet: 0,05 ~ 0,25mm/s ;
Returhastighet: 15 mm/S
In och ut ur presstransportbil: en enhet.
Effekt: 27,5kw

9. Traction System för vagn
Tillåten belastning: 20T
Bordsskena Inneravstånd: 750mm
Gångmekanism:
Reducermodell: fa67-60-y-1.5, I = 50
Matchande motorhastighet: 1380r/min, effekt: 1,5kw
Trallens hastighet: 9m/min

10. Maskin för mall för vakuumavgjutning
Bilens rörelse och sugkoppens uppgång och fall styrs av servomotorn.
Avgjutningsmallmaskinen separerar mallen och arken på vagnen, mallen sätts på oljeborstmaskinen för att borsta olja och arken staplas på andra sidan vagnen.Lägg till ett mellanlägg för autoklav för varje 150 mm ark.
Den exakta rörelsen av sugkoppen realiseras av växeln på svängarmen som trycks av den pneumatiska tryckstången.
PLC-styrning, automatisk drift.

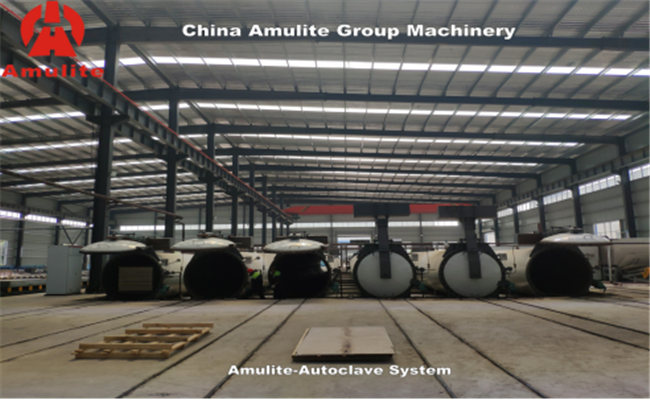
11. Autoklavprocess
På grund av egenskaperna hos fibercementskiva/kalciumsilikatskiva, används kalk- och kvartssandpulver som de huvudsakliga råvarorna i produktionsprocessen, som måste få kemisk reaktion under hög temperatur och högre tryckmiljö, kan låta alla råvaror blandas Tillräckligt väl, och gör arken bättre hårdhet och styrka.
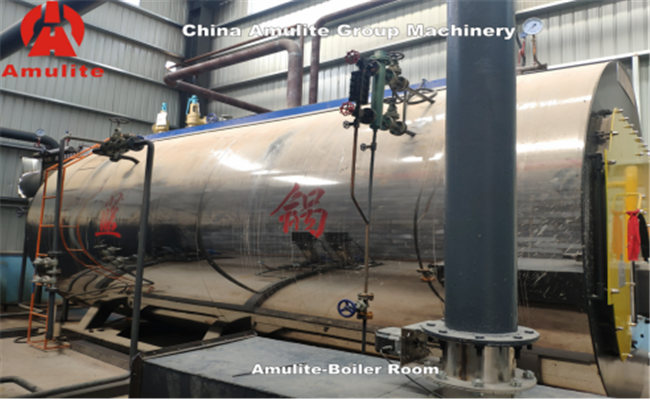
12.Panna
I tillverkningsprocessen av fibercementskiva/kalciumsilikatskiva används autoklav och torktumlare för bearbetning och
Värmeenergin från autoklaven och torktumlaren levereras av pannan!
13. Torktumlare
Den används för att torka fibercementskiva/kalciumsilikatskiva, efter autoklavhärdning, är fukthalten i fibercementskiva cirka 25%.Innan slipning, kantslipning och fasning, fukten
Innehållet bör reduceras till lägre än 15 % med torktumlare.Torktumlaren har fördelarna med hög produktionseffektivitet, vackert utseende, bekvämt underhåll och enkel användning.

14. Kantklippningssystem
Kantklippningsmaskinen består huvudsakligen av arkmatningsrullbord, längsgående kantklippningsmaskin, styrbord, tvärkantskärningsmaskin, arkutmatningsrullbord, elskåp, luftskåp, etc;
Kantklippningsmaskin används för att göra kantskärning och trimning av fibercementskivor, sedan stapling för att bli färdiga produkter.
